Parameter Description and Selection Points
The processing scale and selection method are determined based on the daily processing capacity to determine the equipment specifications. Before selection, it is advisable to verify the process parameters (residence time, dosage ratio) through small-scale experiments, and then calculate according to the effective volume formula; The retention time for high concentration and difficult to degrade wastewater with COD>10000mg/L can be set at 1-2 hours, while the retention time for low concentration or pretreatment can be set at 0.5-1 hour
The integrated equipment with a single processing capacity covers a processing capacity of 5-200m ³/h. Large projects use tower reactors with a single processing capacity of up to 1-2000m ³/d, and larger water volumes can be connected in multiple groups in parallel; Effective volume needs to reserve 10%~20% fluctuation margin
Material selection: 316L stainless steel: suitable for strong corrosion and high temperature conditions, with a service life of over 8 years; Fiberglass reinforced plastic (FRP): acid resistant pH 2-4, high cost-effectiveness, lightweight and high-strength
Vertical tower structure (mainstream, fluidized bed specific), horizontal structure (low flow rate), integrated pry mounting (suitable for small and medium-sized, quick installation)
Stirring/Mixing Method: Mechanical Stirring: 50200rpm, with frame or paddle impellers, 316L stainless steel is recommended for underwater components; Pneumatic stirring: assisted by micro aeration, the reaction time can be shortened to 1-2 hours; Jet mixing: High speed jet enhances mass transfer, achieving instantaneous generation and efficient uniform mixing of · OH
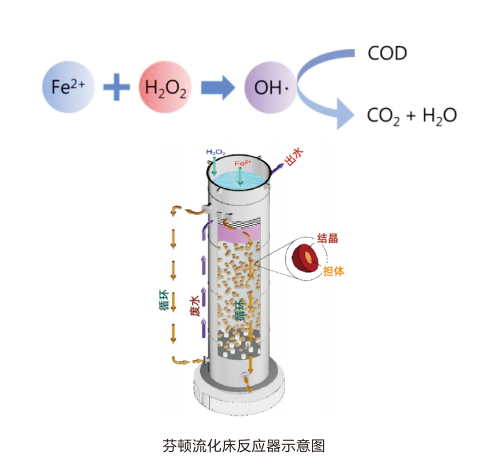
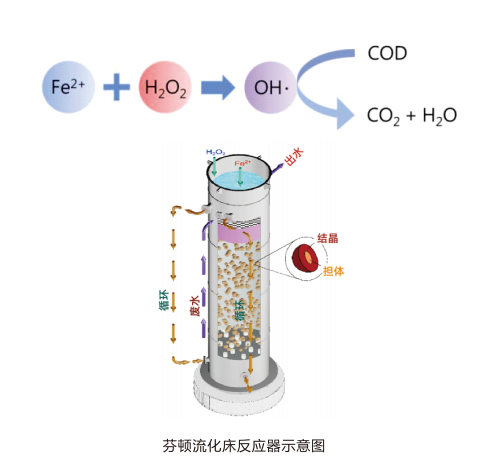
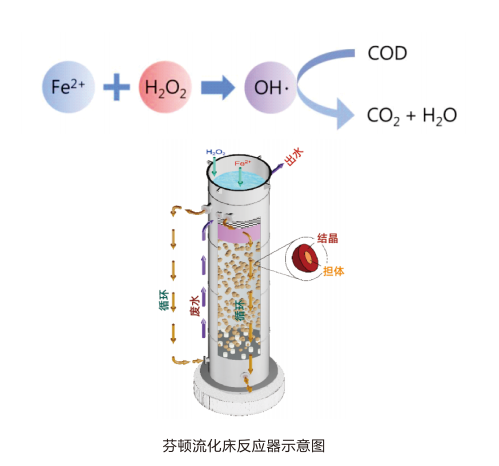
Perforated water pipes or nozzle water distributors are installed at the bottom of the water distribution system to ensure even distribution of water and chemicals; The fluidized bed needs to be equipped with a circulating pump to achieve reflux (circulation ratio R=1-3), in order to maintain the fluidized state of the carrier
The dosing system is equipped with FeSO ₄ storage tank, H ₂ O ₂ metering tank, and electromagnetic diaphragm metering pump. The dosing ratio can be adjusted according to the Fe ² ⁺: H ₂ O ₂ molar ratio of 1:1~1:10. At the same time, pH adjustment (acid/alkali addition) and PAM flocculant dosing module are also provided
At least pH meter (reaction section control 2.5-4.0), ORP meter (400-600mV), and temperature sensor should be equipped for online monitoring instruments. COD online instrument can be added to the deep processing section and connected to the PLC system to achieve fully automatic closed-loop control
The subsequent treatment effluent should be equipped with neutralization tank (pH adjusted to 6-9), coagulation sedimentation tank/air flotation tank (to remove iron sludge, effluent SS ≤ 50mg/L), and reducing agent dosing unit (to control residual H ₂ O ₂)
The iron containing sludge generated by Fenton sludge treatment is generally managed as hazardous waste and needs to be collected separately, dehydrated, and handed over to qualified units for disposal. It is not suitable to mix it with biochemical residual sludge for treatment
Following the standard HJ 1095-2020 "Technical Specification for Fenton Oxidation Wastewater Treatment Engineering" (implemented by the Ministry of Ecology and Environment on January 14, 2020)




 CN
CN


 National Service Hotline:400-611-6861
National Service Hotline:400-611-6861