Parameter Description and Selection Points
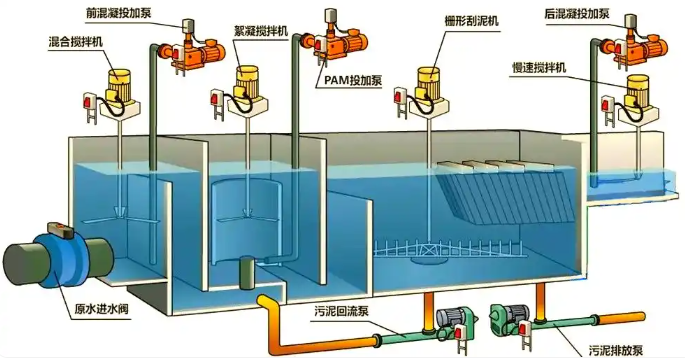
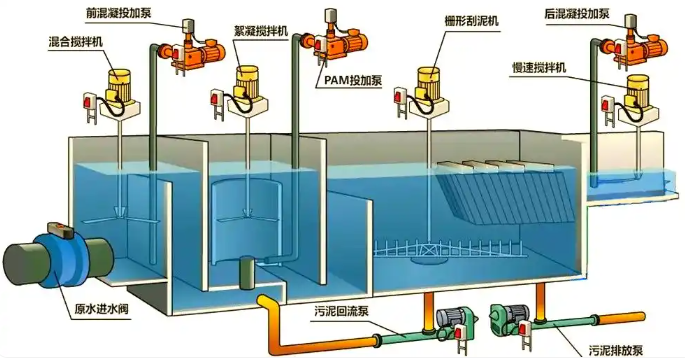
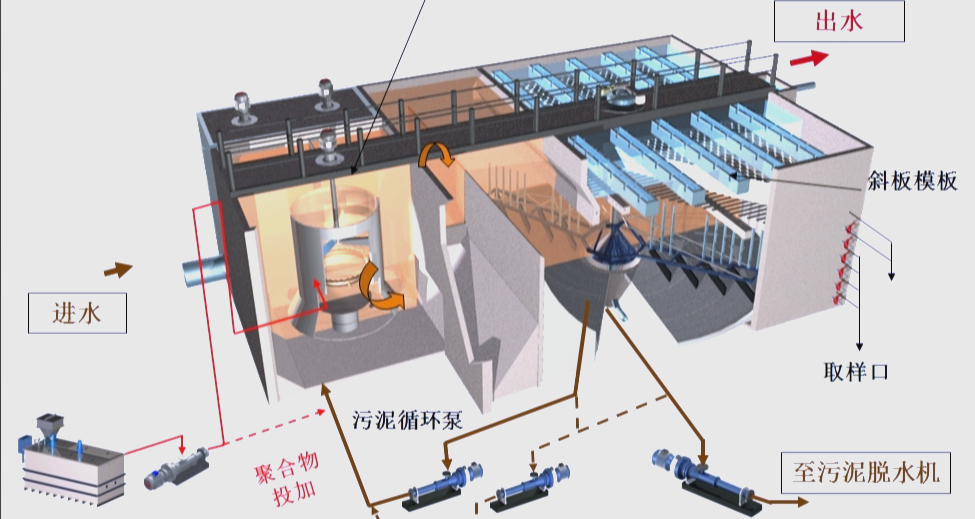
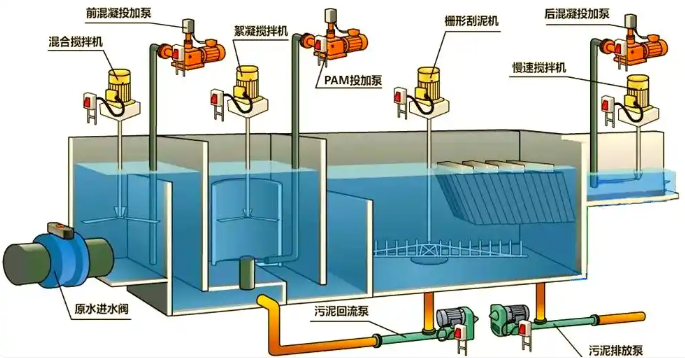
The type of reactor is selected according to the process route: mixing reactor (rapid coagulation), flocculation reactor (with agitator and guide tube), inclined tube sedimentation tank (equipped with inclined tube components and water collection system), sludge concentration system (scraper, sludge reflux and discharge system), and optional carrier reaction and recovery system (hydraulic cyclone, micro sand/magnetic powder feeding and recovery device)
The processing scale is determined based on Q m ³/d to determine the load of each unit, and the area is rechecked by surface hydraulic load; Each unit equipment needs to match the peak flow coefficient and have the ability to combine multiple parallel or modular groups
The mixing and flocculation agitator typically operates at a speed of 300-1500rpm to meet high-speed mixing requirements; Low speed agitator (20-80rpm) in the flocculation zone to avoid floc breakage; The underwater parts of the shaft and impeller are made of stainless steel material, and the motor is outdoor with better frequency conversion speed regulation
The selection of scraper is matched with central or peripheral drive scraper, with an outer edge linear speed of ≤ 3m/min; The scraper plate is designed with logarithmic spiral lines, ensuring thorough sludge discharge and equipped with torque overload protection; The underwater part is made of stainless steel or highly corrosion-resistant materials
The carrier separation equipment for micro sand process uses hydraulic cyclones and sand water separators to ensure a micro sand recovery rate of ≥ 95%; The magnetic coagulation process uses magnetic separation drums or high gradient magnetic separators, with a recovery rate of ≥ 99%
The annual loss rate of carriers in the carrier replenishment system is generally 5% to 10%, and carrier storage tanks and quantitative feeding devices need to be installed for regular replenishment; The carrier material can be quartz sand or ceramic sand (micro sand), or magnetite powder (magnetic powder)
Selection of inclined pipe components: inclined pipe aperture 50-80mm, inclination angle 60 °, pipe length 1000-1500mm, material PP/PVC, installed on the sedimentation area bracket and fixed, with reserved cleaning and maintenance space
The flow rate of the sludge reflux pump is 3% to 6% of the inlet flow rate, using a variable frequency screw pump or centrifugal sludge reflux pump. The flow components are wear-resistant and equipped with flow meters or regulating valves to optimize the reflux ratio
The dosing system is equipped with coagulant (PAC) and coagulant aid (PAM) dosing systems; The dosage of coagulant is 50-150mg/L, and the dosage of coagulant aid is 0.5-2mg/L; Tank+metering pump+online dilution, backup pump setting, tank level monitoring
Online monitoring instruments include inlet and outlet turbidity meters, pH meters, flow meters, mud level meters, and floc image monitoring devices; Profinet/Modbus RTU communication, connected to the central control system
The electrical control system is fully automatic controlled by PLC, supporting time and pressure difference backwash timing, remote monitoring, and manual emergency control. The outdoor electrical control box has a protection level of ≥ IP55
Installation methods include integrated modular installation (for small and medium-sized projects, compact footprint), and on-site installation of concrete pool type equipment (for large-scale projects, with good durability). Equipment foundation levelness error ≤ 2mm/m, accurate positioning of embedded parts ± 3mm
Follow the standards GB50013-2018, GB50014-2021, GB50335-2016, and CECS 28:2012 "Design Code for Folding Plate Flocculation Tank" (as a reference)




 CN
CN

 National Service Hotline:400-611-6861
National Service Hotline:400-611-6861